ЗАО «АТЛАНТ» изготавливает опытные образцы изделия с использованием технологий быстрого прототипирования (RapidPrototyping). Быстрое прототипирование широко используется в производстве бытовой техники «АТЛАНТ», помогая значительно сократить время, необходимое для обновления модельного ряда продукции.
3D принтеры
Описание FDM
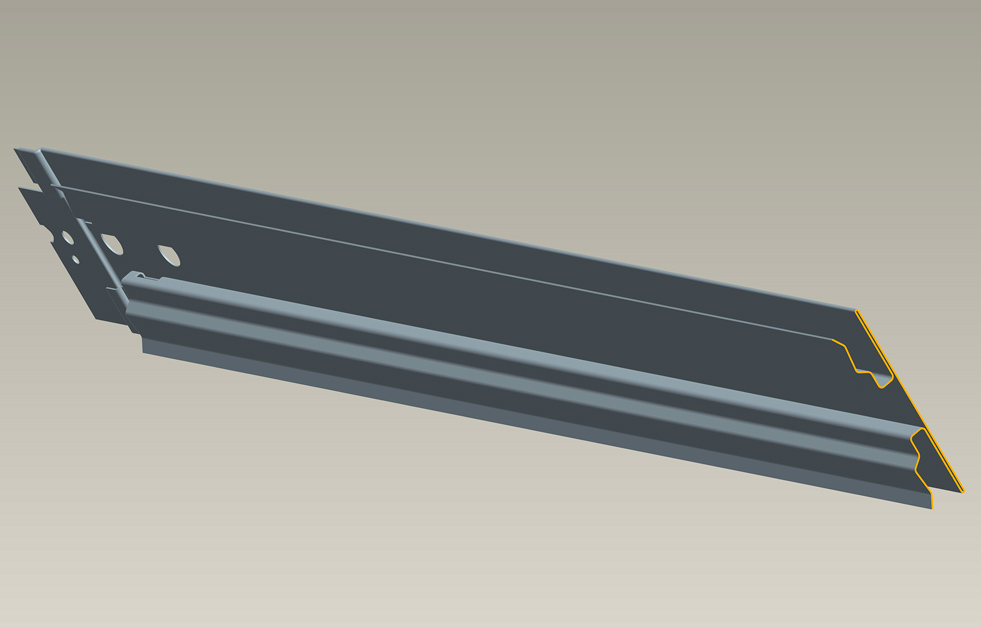
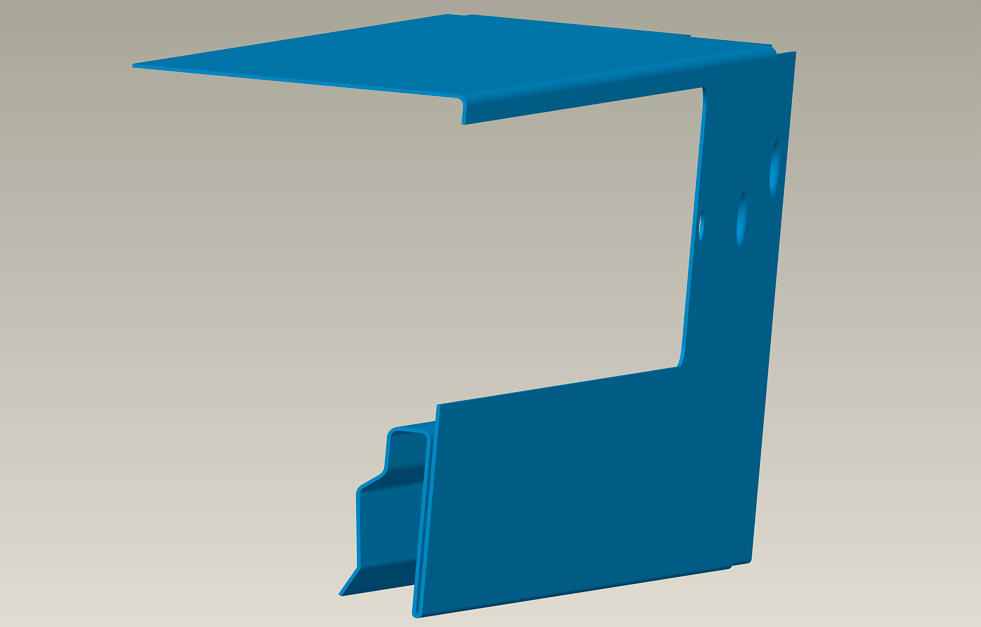
Созданные CAD-данные деталей материализуются на технологическом оборудовании FDM Vantage SE фирмы «Stratasys».
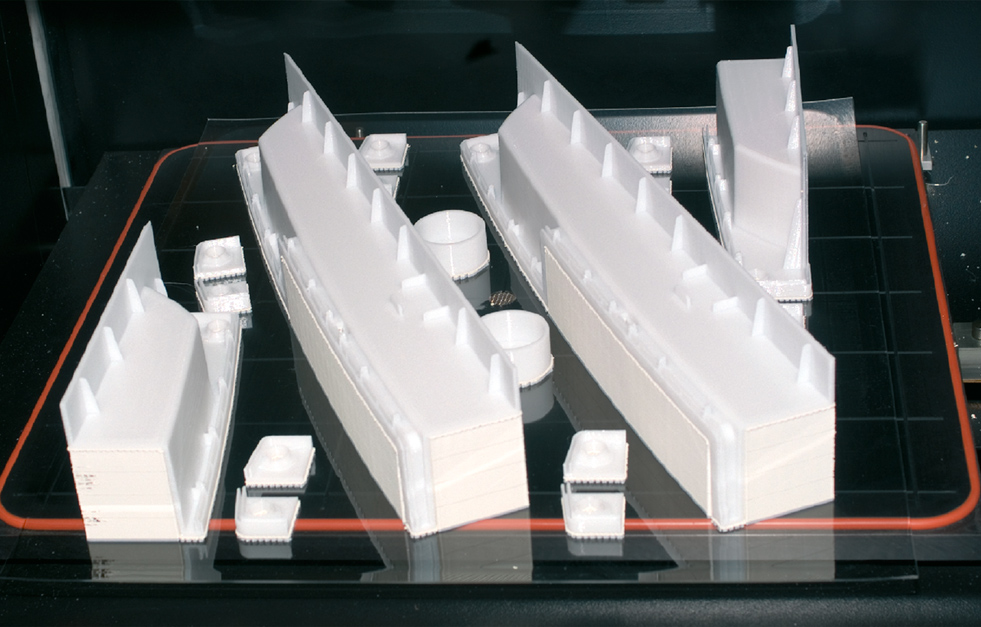
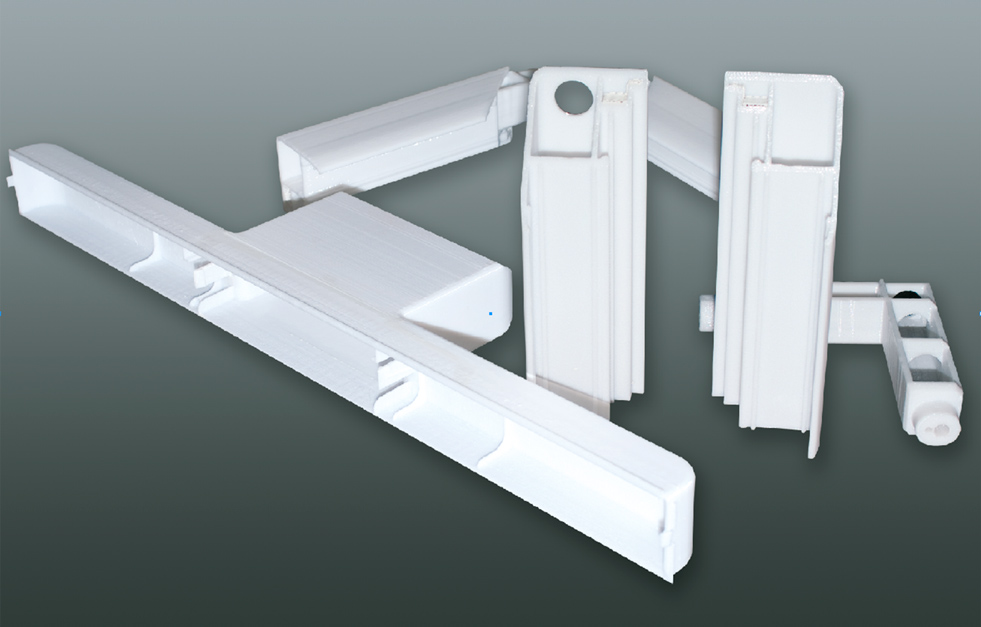
Модель, образно говоря, «выращивается» в данных установках, реализующих принцип послойного синтеза. «Выращивание» моделей открывает неограниченные возможности в технологии литья металлов, позволяет реализовать конструкции, ранее не доступные вследствие технологических ограничений.
Технологии быстрого прототипирования позволяют получить литейные модели в течение нескольких часов или дней (для сложных габаритных отливок) без создания специальной технологической литейной оснастки.
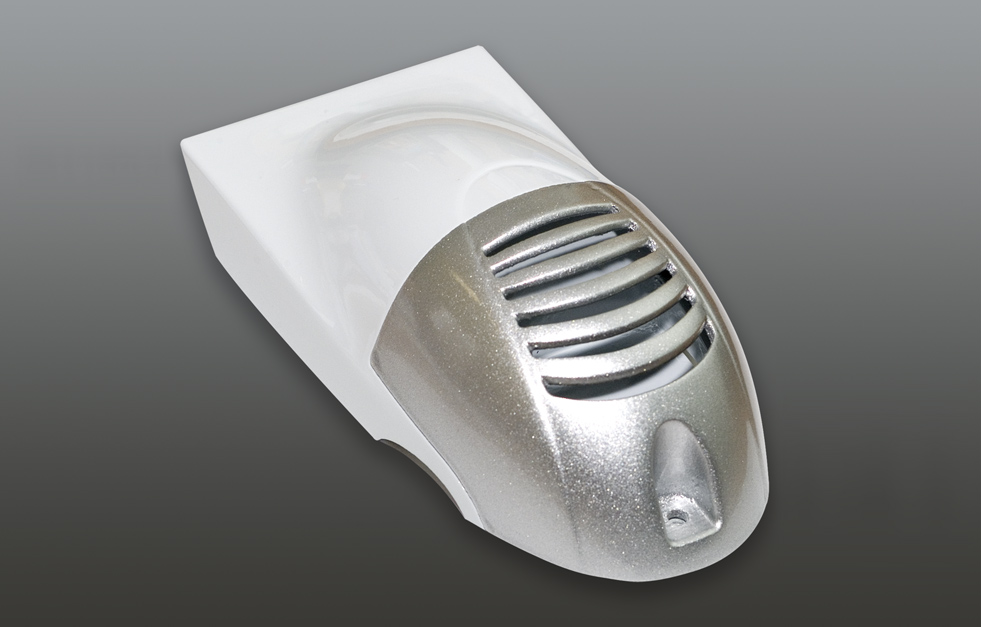
Получение моделей деталей методами быстрого прототипирования минимизируют риск ошибочных конструкторских и технологических решений, так как разработчик, имея реальную физическую модель будущего изделия, может выявить и устранить конструктивные ошибки, скорректировать пути продолжения процесса проектирования.
Изготовление моделей-прототипов, с толщиной слоя от 0,127 до 0,254 мм на установке FDM Vantage SE, осуществляется с точностью пластмассовых деталей, изготовленных в обычных инжекционных пресс-формах.
Оборудование позволяет создавать прототипы деталей с максимальными размерами 355х406х406 мм.



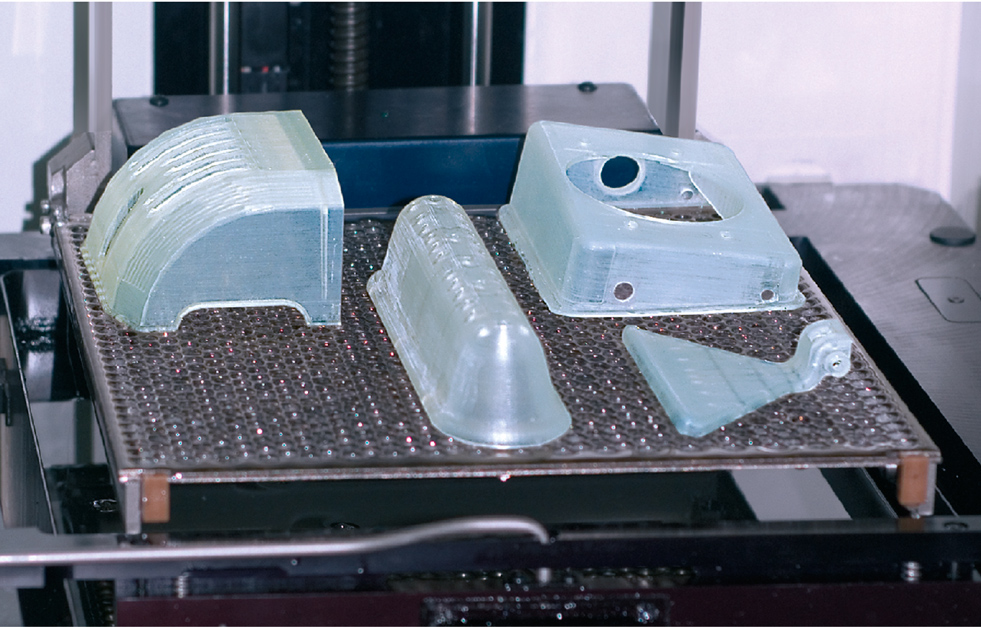
Описание SLA
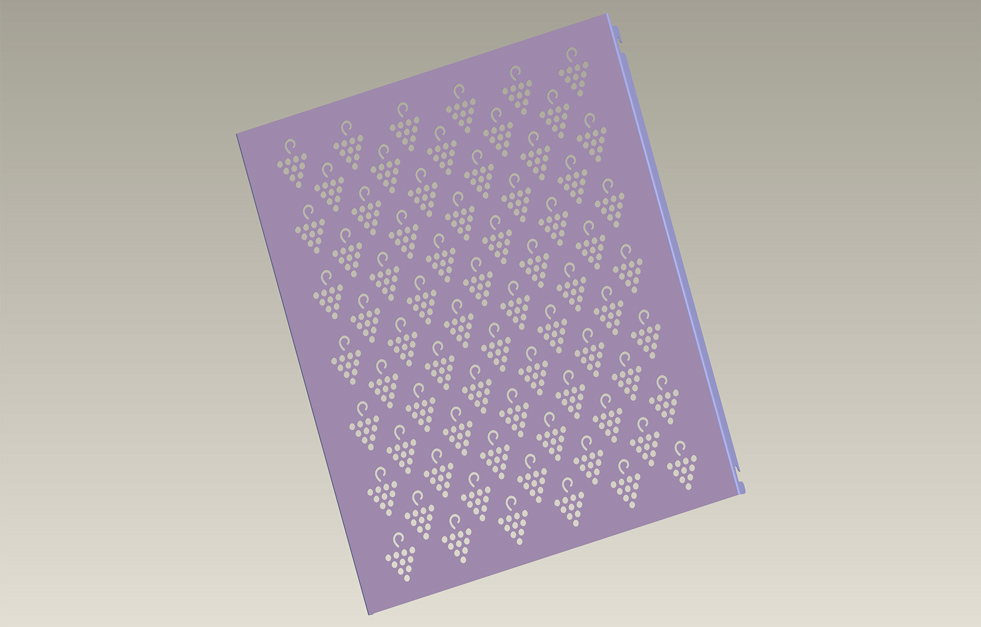
Созданные CAD-данные деталей материализуются также на технологическом оборудовании SLA-250 фирмы «3D-Systems».
По технологии стереолитографии, одной из наиболее распространенных технологий быстрого прототипирования, изготавливаются детали с максимальными размерами 250х250х250 мм на установке SLA-250. Процесс стереолитографии позволяет добиться линейной точности ±100 мкм при толщине слоя 0,1 мм.
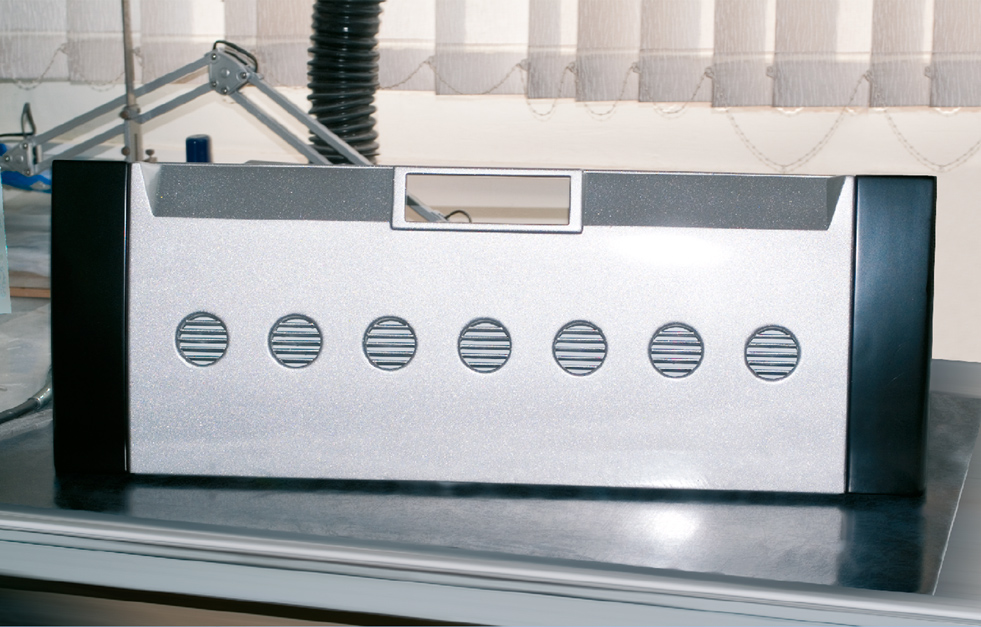
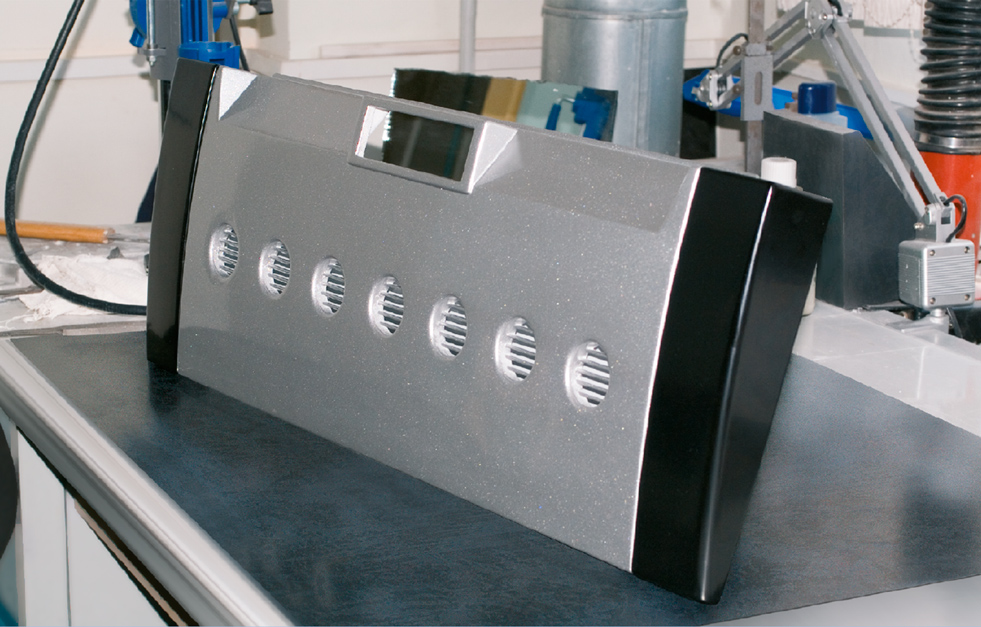
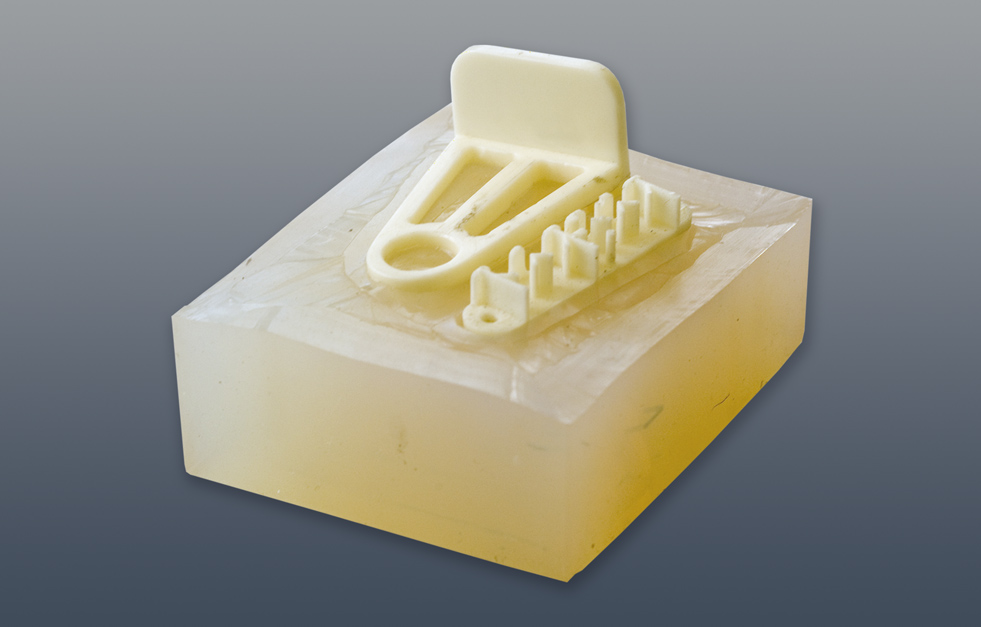
Для тиражирования широко применяется метод получения деталей с помощью вакуумного литья в гибкие формы. Модель-прототип используется для изготовления оснастки из силикона, с помощью которой в дальнейшем идет отливка деталей.
Эта технология получила широкое распространение при изготовлении мелких партий изделий из пластмассы, которая заливается непосредственно в силиконовую форму.


ЧПУ-станки
Координатно-пробивной пресс Bosсhert Multipunch с ЧПУ предназначен для раскроя тонколистового метала с выполнением различных контурных элементов (круглые, овальные, прямоугольные, пуклевка) с высокой производительностью и точностью.
Точность вырубки по заданным координатам, быстрая смена инструмента (max 5 сек), а так же рабочая зона с системой фиксации листа с 2-мя пневматическими захватами являются залогом качества и высоких скоростей обработки. Наличие 8-ми независимых индексных инструментальных головок, которым оборудован координатно-пробивной пресс, наличие специального инструмента позволяет достигнуть высокой производительности обрабатываемых изделий.
- Max толщина листа, мм – 0,5;
- Max размер обрабатываемой заготовки, мм, - 1250х2500;
- Точность по осям в процессе пробивки, мм - ±0,1.
При работе оборудования используется метод холодной гибки рабочего металла, без его предварительного нагрева. Наличие ЧПУ значительно увеличивает производительность оборудования и существенно повышает точность изгиба. Гидравлическая система работает бесшумно и точно. Также пресс оснащен системой анти-прогибания, системой механического зажима с возможностью быстрой смены инструментов.
- Толщина обрабатываемого металла, мм – 0,4-4;
- Max рабочая длина металла, мм – 2000;
- Мах угол гибки, º - 120.